Grundsätzlich wird in der Fertigung die Rauheit angegeben.
In deinem Fall ist das anders, du hast einen Zylinderkopf zu einem Fachbetrieb gebracht um ihn so zu reparieren das er funktioniert. Diese Leistung wurde nicht erbracht. Ein Fachbetrieb muss wissen was geht und was nicht.... hier hat das offensichtlich nicht hingehauen.
Du hast ganz klar ein Recht auf kostenlose Nachbesserung. Hier gilt ganz besonders; den Anstand wahren und in der Sache hart bleiben.
Gruß Florian
p.s die Quetschfläche sieht ganz akzeptabel aus, möglicherweise kommt das unschöne Aussehen von schwankender Materialhärte.... über sowas hab ich schon bei Honda Köpfen geflucht, sah genau so aus, funktionieren tut das trotzdem einwandfrei.
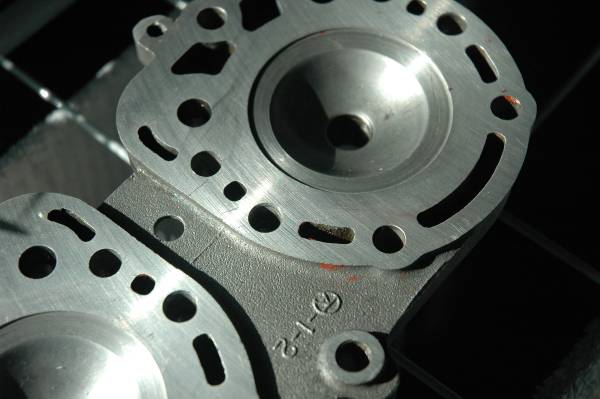
Zylinderkopf undicht trotz Planen beim Motorinstandsetzer!
Moderatoren: solo, Kilroy, Stefan Philipp (M)
-
schrauberlehrling2
- Beiträge: 652
- Registriert: Mo 5. Sep 2005, 01:00
- Wohnort: Grabenstetten

Hallo,
son Kopf wird also wirklich plan GESCHLIFFEN?
Und: alles was ich bislang plan geschliffen habe, hatte anschließen eine deluxe Oberfläche! Weil man zieht die Scheibe ja unten gerade / bzw. mit Stufe ab, aber so Streifen / Riefen durchs Schleifen fabrizieren?
Ich hatte eigentlich vor, meinen mit der Fräse zu bearbeiten, klärt mich mal auf, wenn ich das lieber lassen sollte.
Auf jeden Fall bekomme ich mit der Fräse ein ca. Faktor 10000000000 besseres Bild hin als das oben auf dem Foto
--------------------------------------------
Aber zurück zum Thema: wenn das alles auch noch so rau ist ... so lange der Kopf eben ist, sollte der doch spätestens wenn man sowas wie Dirko HT draufmacht dicht werden, oder?
Also muss das doch eher an den ungleich hohen Zylindern liegen ...?
Grüße!
son Kopf wird also wirklich plan GESCHLIFFEN?
Und: alles was ich bislang plan geschliffen habe, hatte anschließen eine deluxe Oberfläche! Weil man zieht die Scheibe ja unten gerade / bzw. mit Stufe ab, aber so Streifen / Riefen durchs Schleifen fabrizieren?
Ich hatte eigentlich vor, meinen mit der Fräse zu bearbeiten, klärt mich mal auf, wenn ich das lieber lassen sollte.
Auf jeden Fall bekomme ich mit der Fräse ein ca. Faktor 10000000000 besseres Bild hin als das oben auf dem Foto
--------------------------------------------
Aber zurück zum Thema: wenn das alles auch noch so rau ist ... so lange der Kopf eben ist, sollte der doch spätestens wenn man sowas wie Dirko HT draufmacht dicht werden, oder?
Also muss das doch eher an den ungleich hohen Zylindern liegen ...?
Grüße!
-
m.eckert77
- Beiträge: 1914
- Registriert: Fr 30. Mai 2008, 11:59
- Wohnort: Schaffhausen
- Kontaktdaten:

Also solche Riefen hab ich auch, wenn ich als Nichtmaschinenbauer mit ein bischen Eile an der Drehbank was brauche. Sieht ein bischen nach arg viel Vorschub und "machma schnell" aus.
Das die Zylinder nicht exakt gleich hoch sind finde ich wahrscheinlich, aber wie ich das verstehe war der Kopf ja vorher auch schon auf den Zylindern drauf und da wars ja auch dicht.
Daher halte ich diese Möglichkeit für eher unwahrscheinlich.
Ich würde reklamieren. Meine Köpfe hab ich bei einer Traktorenwerkstatt planen und abnehmen lassen. Das sind bei mir in der Gegend die einzigen, die so einen kleinen Kopf einspannen konnten auch ohne 40kg Gewicht und Ventile und die sind geschliffen und popoglatt.
und die sind geschliffen und popoglatt.
Das die Zylinder nicht exakt gleich hoch sind finde ich wahrscheinlich, aber wie ich das verstehe war der Kopf ja vorher auch schon auf den Zylindern drauf und da wars ja auch dicht.
Daher halte ich diese Möglichkeit für eher unwahrscheinlich.
Ich würde reklamieren. Meine Köpfe hab ich bei einer Traktorenwerkstatt planen und abnehmen lassen. Das sind bei mir in der Gegend die einzigen, die so einen kleinen Kopf einspannen konnten auch ohne 40kg Gewicht und Ventile
Ich danke allen die geschwiegen haben obwohl sie nichts zu sagen hatten.
-
Zweitaktfahrer

- Beiträge: 697
- Registriert: Do 3. Jul 2003, 01:00
- Wohnort: D > CH
- Kontaktdaten:

Die Bearbeitung der Kopffläche geht auf alle fälle besser.
Wenn das geschliffen ist und so schlimm ist wies aussieht (manchmal täuschen Fotos ja etwas) muss das schon Korn Marke Straßensplit sein.
Die Quetschkante sieht von der Bearbeitung auch nicht wirklich fein aus.
Die Blechdichtungen sind bestimmt auch nicht so tolerant gegen Unebenheiten wie die aus weicheren Dichtstoffen.
MfG
Manu
Wenn das geschliffen ist und so schlimm ist wies aussieht (manchmal täuschen Fotos ja etwas) muss das schon Korn Marke Straßensplit sein.
Die Quetschkante sieht von der Bearbeitung auch nicht wirklich fein aus.
Die Blechdichtungen sind bestimmt auch nicht so tolerant gegen Unebenheiten wie die aus weicheren Dichtstoffen.
MfG
Manu
Kick the tires, light the fires and the last man off is a sissy
Nabend,
ich werde da morgen oder übermorgen nochmal hingehen und nachfragen.
Ich fürchte, das es fruchtlos bleiben wird.
Wenn man selbst nicht von dem Fach ist, ist es schwer zu Argumentieren.
Dann heißt es leicht "Montagefehler".
Wie gesagt der bearbeitete Kopf war vorher montiert.
Er war undicht und hat Abgas ins Kühlsystem gedrückt.
War ja der Grund zum Planen.
Aber da lief nie Wasser aus.
Hier noch nen Bild aus Entfernung.
Klar sieht das nicht mehr so wild aus, aber die Rillen sind gut zu erkennen.
Vielleicht war ich ja zu sparsam mit Dirko...
Dirk
ich werde da morgen oder übermorgen nochmal hingehen und nachfragen.
Ich fürchte, das es fruchtlos bleiben wird.
Wenn man selbst nicht von dem Fach ist, ist es schwer zu Argumentieren.
Dann heißt es leicht "Montagefehler".
Wie gesagt der bearbeitete Kopf war vorher montiert.
Er war undicht und hat Abgas ins Kühlsystem gedrückt.
War ja der Grund zum Planen.
Aber da lief nie Wasser aus.
Hier noch nen Bild aus Entfernung.
Klar sieht das nicht mehr so wild aus, aber die Rillen sind gut zu erkennen.
Vielleicht war ich ja zu sparsam mit Dirko...
Dirk
TZR250 (2MA)
KR-1S (C2)
RG500 (HM31A)
RGV (VJ22)




KR-1S (C2)
RG500 (HM31A)
RGV (VJ22)

Hallo Dirk,
warum gehst du immer zu unbekannten Firmen/Leuten die Schrott
produzieren, wo du doch im eigenen Umfeld (Stammtisch) alle
deine Sachen besser und preiswerter bekommst?
Zu deiner bevorstehenden Reklamation, besorge dir Angaben vom Hersteller, (steht evtl im Werkstatthandbuch) wieviel Rautiefe diese Fläche haben darf.
Das ist dann ein klare Referenz für eure Diskussion.
Mfg wiba
warum gehst du immer zu unbekannten Firmen/Leuten die Schrott
produzieren, wo du doch im eigenen Umfeld (Stammtisch) alle
deine Sachen besser und preiswerter bekommst?
Zu deiner bevorstehenden Reklamation, besorge dir Angaben vom Hersteller, (steht evtl im Werkstatthandbuch) wieviel Rautiefe diese Fläche haben darf.
Das ist dann ein klare Referenz für eure Diskussion.
Mfg wiba
-
schrauberlehrling2
- Beiträge: 652
- Registriert: Mo 5. Sep 2005, 01:00
- Wohnort: Grabenstetten
Schleifen oder fräsen, das geht beides. Beim Schleifen kann man die Oberfläche überperfekt machen, die Methode ist allerdings schwerer zu handhaben. Dem Zweiten Bild nach wurde hier wohl doch gefräst.
Wiba s Hinweis mit den Werksangaben ist voll auf den Punkt. Da gehts nicht um Laie oder nicht, sondern darum das die Arbeit richtig ausgeführt sein muss.
Also Angaben zur Rauhtiefe und ganz wichtig zur Ebenheit.
Zum neuen Bild: In der (zweiten) Ansicht siehts so aus als wäre der Fräser nicht sauber ausgerichtet. Dazu passt auch das es seitlich sifft. Klärung bringt ein Haarlineal in Fahrtrichtung auf die Fläche gehalten....
Mehr Dirko behebt die Ursache nicht, das überschüssige Zeug verteilt sich nur im Kühlkreislauf und da braucht das niemand.
Gruß Florian
Wiba s Hinweis mit den Werksangaben ist voll auf den Punkt. Da gehts nicht um Laie oder nicht, sondern darum das die Arbeit richtig ausgeführt sein muss.
Also Angaben zur Rauhtiefe und ganz wichtig zur Ebenheit.
Zum neuen Bild: In der (zweiten) Ansicht siehts so aus als wäre der Fräser nicht sauber ausgerichtet. Dazu passt auch das es seitlich sifft. Klärung bringt ein Haarlineal in Fahrtrichtung auf die Fläche gehalten....
Mehr Dirko behebt die Ursache nicht, das überschüssige Zeug verteilt sich nur im Kühlkreislauf und da braucht das niemand.
Gruß Florian
Hi
wat soll ich sagen?
Mein Gedanke war schlicht.
Planschleifen tut keiner von Hand und wenn ein Betrieb die entsprechende Maschinen hat kann da nix falschlaufen.
dachte ich so in meinen jugendlichen Leichtsinn....
Die Leute vom Stammtisch sieht man ja auch nicht jeden Tag, wohnen weit wech und haben auch nicht immer Zeit.
Klar war ich auch ungeduldig und wollte mich schnellstmöglich wieder auf die Kawa schwingen.
Also Werksangaben habe ich nicht.
Hab aber folgende Daten gefunden aus
"Toleranzmanagement im Maschinen- und Fahrzeugbau von Bernd Klein"
'
Oberfläche / Rautiefe
Dichtflächen ohne Dichtung 1-13 Mikrometer
Dichtflächen mit
- bewegter Dichtung 0,06 - 6 Mikrometer
- ruhender Dichtung 6 - 25 Mikrometer
Hab keine Erfahrung, aber das sind Rauhtiefen die man wohl kaum mit nen Fingernagel fühlen dürfte?
Dirk
wat soll ich sagen?
Mein Gedanke war schlicht.
Planschleifen tut keiner von Hand und wenn ein Betrieb die entsprechende Maschinen hat kann da nix falschlaufen.
dachte ich so in meinen jugendlichen Leichtsinn....
Die Leute vom Stammtisch sieht man ja auch nicht jeden Tag, wohnen weit wech und haben auch nicht immer Zeit.
Klar war ich auch ungeduldig und wollte mich schnellstmöglich wieder auf die Kawa schwingen.
Also Werksangaben habe ich nicht.
Hab aber folgende Daten gefunden aus
"Toleranzmanagement im Maschinen- und Fahrzeugbau von Bernd Klein"
'
Oberfläche / Rautiefe
Dichtflächen ohne Dichtung 1-13 Mikrometer
Dichtflächen mit
- bewegter Dichtung 0,06 - 6 Mikrometer
- ruhender Dichtung 6 - 25 Mikrometer
Hab keine Erfahrung, aber das sind Rauhtiefen die man wohl kaum mit nen Fingernagel fühlen dürfte?
Dirk
TZR250 (2MA)
KR-1S (C2)
RG500 (HM31A)
RGV (VJ22)
KR-1S (C2)
RG500 (HM31A)
RGV (VJ22)
-
schrauberlehrling2
- Beiträge: 652
- Registriert: Mo 5. Sep 2005, 01:00
- Wohnort: Grabenstetten
Doch, die hier relevanten Werte(6-25) kann man fühlen, mit Übung sogar grob einschätzen. Überleg mal 25 Mikrometer(sprich "Mü") sind 2,5/100 mm.... und für eine Metalllagen Dichtung zu viel. Ich hab 6 Jahre bei einem Hersteller solcher Dichtungen(Elring Klinger) gearbeitet und alles hab ich noch nicht vergessen.
edit: die "alte" weiche Bauart kann solche Rauhtiefen ab, wäre allerdings deutlich dicker und höchstwahrscheinlich nicht erhältlich, fällt also aus weil is nicht.
edit: die "alte" weiche Bauart kann solche Rauhtiefen ab, wäre allerdings deutlich dicker und höchstwahrscheinlich nicht erhältlich, fällt also aus weil is nicht.
-
RDThorsten
- Beiträge: 7496
- Registriert: Mi 6. Nov 2002, 01:00
- Wohnort: 26160 Bad Zwischenahn 42,3 km bis zur Nordsee
Kann da nicht mal jemand für Dirk in die Bresche springen?
Ich habe leider keine Fräsbank, ansonsten würd ich sagen: Dirk, schick her das Teil ich bügel da nochmal leicht rüber. Zu dem Laden würd ich gar nicht mehr hinfahren. Das sind Grobmotoriker. Die haben offenbar angenommen, dass da ne fette Kopfdichtung von 1mm zwischen kommt. Wenn die Dir den Kopf jetzt nochmal einspannen mußt Du damit rechnen, das die so dussellig sind und da nochmal 1mm runter nehmen. Wenn die schon 2 Stunden zum Einspannen brauchen Ich hab das mal vor 28 Jahren gelehrnt (Lehrgang maschinelle Bearbeitung), also ne morz Ahnung hab ich da auch nicht mehr, aber die Arbeit ist komplett fürn Popo. Ich nehme an, herzlos mal eben vorm Frühstück eingespannt und mit maximalem Vorschub in 2 Minuten rübergefräst (na also, doch noch vorm Frühstück geschafft).
Ich hab das mal vor 28 Jahren gelehrnt (Lehrgang maschinelle Bearbeitung), also ne morz Ahnung hab ich da auch nicht mehr, aber die Arbeit ist komplett fürn Popo. Ich nehme an, herzlos mal eben vorm Frühstück eingespannt und mit maximalem Vorschub in 2 Minuten rübergefräst (na also, doch noch vorm Frühstück geschafft).
Zumal Du leider auch nicht die erforderliche Fachkunde besitzt um mit guter Agumentation ins Gespräch zu gehen werden die dich mit Eisenstange vom Hof schicken.
Is hier nicht jemand der dem Dirk das Teil mal bearbeiten kann???
Ich habe leider keine Fräsbank, ansonsten würd ich sagen: Dirk, schick her das Teil ich bügel da nochmal leicht rüber. Zu dem Laden würd ich gar nicht mehr hinfahren. Das sind Grobmotoriker. Die haben offenbar angenommen, dass da ne fette Kopfdichtung von 1mm zwischen kommt. Wenn die Dir den Kopf jetzt nochmal einspannen mußt Du damit rechnen, das die so dussellig sind und da nochmal 1mm runter nehmen. Wenn die schon 2 Stunden zum Einspannen brauchen
Zumal Du leider auch nicht die erforderliche Fachkunde besitzt um mit guter Agumentation ins Gespräch zu gehen werden die dich mit Eisenstange vom Hof schicken.
Is hier nicht jemand der dem Dirk das Teil mal bearbeiten kann???
If it isn`t smokin it`s broken!



Moin zusammen,
war heut in der Frühe in dem Laden....
Man sagte mir, dass der Kunde (also ich) es vorher hätte sagen müssen,
dass der Zylinder mit einer einlagigen Blechdichtung zum Kopf hin abgedichtet wird.
Dann hätte man es anders gemacht aber viel besser ginge es nicht und es würde Zeit (also Geld, interpretiere ich da rein) kosten.
Man hat mir ne Flasche "Berner Flächendichtung Grün" in die Hand gedrückt und gesagt ich solle es ausprobieren.
Beim Bentley hätte es auch geklappt..
Ich hab auch schon gar kein Bock mehr mich aufzuregen.....
Dirk
war heut in der Frühe in dem Laden....
Man sagte mir, dass der Kunde (also ich) es vorher hätte sagen müssen,
dass der Zylinder mit einer einlagigen Blechdichtung zum Kopf hin abgedichtet wird.
Dann hätte man es anders gemacht aber viel besser ginge es nicht und es würde Zeit (also Geld, interpretiere ich da rein) kosten.
Man hat mir ne Flasche "Berner Flächendichtung Grün" in die Hand gedrückt und gesagt ich solle es ausprobieren.
Beim Bentley hätte es auch geklappt..
Ich hab auch schon gar kein Bock mehr mich aufzuregen.....
Dirk
TZR250 (2MA)
KR-1S (C2)
RG500 (HM31A)
RGV (VJ22)
KR-1S (C2)
RG500 (HM31A)
RGV (VJ22)


Ist ja schon interessant, wie manche hier die Rauhtiefe anhand eines Fotos ermitteln können und damit auf Pfusch der Werkstatt schließen. Für Meßmaschinen, die das können, geben Firmen Tausende von Euro aus und Ihr macht das per Ferndiagnose.
Dirk, wie schon Heinz schrieb: Zieh den Kopf mit 400er Schleifleinen naß (!) auf einer Glasplatte ab. Wenn es dann noch undicht ist, liegt der Fehler woanders. Wie sehen eigentlich die Dichtflächen der Zylinder aus?
Gruß
Stefan
Dirk, wie schon Heinz schrieb: Zieh den Kopf mit 400er Schleifleinen naß (!) auf einer Glasplatte ab. Wenn es dann noch undicht ist, liegt der Fehler woanders. Wie sehen eigentlich die Dichtflächen der Zylinder aus?
Gruß
Stefan